Passivation to ASM Standards
Passivation is most often used to enhance the corrosion resistance (rusting) of stainless steel products and materials. When compared to common steel materials, stainless steels are corrosion-resistant due to the high chromium content.
The corrosion resistance is created by chromium and oxygen combining to form a thin film of chromium oxide. This chromium oxide is inert and provides stainless steel alloys their corrosion-resistant properties.
Technically, ASTM A3800 notes that passivation is "the chemical treatment of stainless steel with a mild oxidant, such as a citric acid solution, for the purpose of enhancing the spontaneous formation of the protective passive film."
Semper currently passivates to AMS2700 REV. E, as well as many other specifications.
Contact Us for a Free Quote
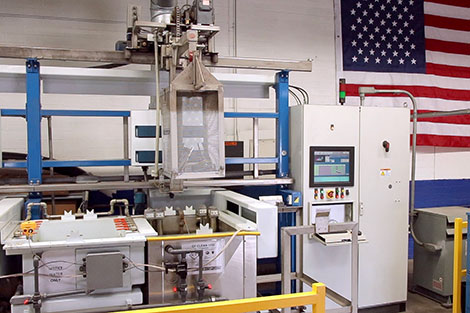
Automated Citric Acid Passivation
Semper Quality Industries is committed to processing all passivated parts in the most efficient and high-quality manner. This is achieved through the use of our automated passivation processing line. Each step is monitored for bath strength, temperature and time where applicable. The processing steps include:
- Alkaline Cleaning - for removal of all contaminants using detergent cleaners
- Filtered Water Rinse – rinsing off alkaline cleaner
- Citric Acid Treatment - immersion bath to fully dissolve any free irons and sulfides for enhancement of the oxide layer
- Filtered Water Rinse – rinsing off citric acid
- Filtered Water Rinse – precautionary rinse
- DI Water Rinse - deionized water avoids water droplet spotting
- Dry Parts – timed drying for energy efficient operation
- Test Sample Parts – standard procedure such as copper sulfate testing
Citric Acid Passivation FAQs
How essential is part cleaning to successful passivation?
Proper cleaning is the basis for successful passivation. Cleaning includes the removal of free iron and other contaminants from part surfaces. This is achieved by dissolving tramp oils, metals, and other surface debris through the use of controlled acid cleaning.
Must heat scale be removed before passivation?
Yes, heat scale is an oxide that must be removed before passivation. Heat scale discoloration can typically be observed due to heat treatment, hot working or welding.
Aren't stainless steels less corrosive than most steels?
Yes, however, they are not 100% immune from moisture, chemicals, salt and oils. All can cause corrosion over time.
What element gives stainless steel alloys their resistance to corrosion?
Chromium content of 10% or more gives stainless steels their resistance to corrosion by forming a chromium oxide layer that acts as a protective passive film on each part.
How widely used is citric acid treatment within industry and aerospace applications?
Citric acid rather than nitic acid is widely used and accepted for both industrial and aerospace passivation. Disposal of citric acids are much more environmentally friendly when compared to nitric acid. A 2016 examination of citric acid passivation conducted by NASA found that it performed "as well as or better for nine stainless steel alloys."
Is citric acid passivation cost efficient?
Due to it natural origin and greater chemical efficiency, material costs are minimized when citric acid is used.
Can small batches of parts be economically passivated using an automated 5-stage passivation system?
Yes, small batch processing typically requires less time and all menu driven parameters are easily changed according to the part size and quantity.
How are parts prepared for passivation at Semper?
Pretreatment for passivation can include any of the following options: sand blasting for heavy scale, 3-stage alkaline conveyor wash, or 5-stage automated parts cleaning via baskets.
What type of parts can Semper passivate?
Our typical stainless steel passivated parts include: fittings, fasteners, spacers, stampings and fabrications.